hyperMILL 2022.1 offers important improvements in many areas.
2D functions have been improved, for example, through path compensation during pocket milling or the new option for automatic edge breaking, all with no additional programming effort. Proven 5-axis strategies such as radial machining and the tube machining cycles now deliver even better results in terms of surface quality.

![]() Download a hyperMILL 2022.1 brochure2.41 MB
Download a hyperMILL 2022.1 brochure2.41 MB
What's new in hyperMill 2022.1?
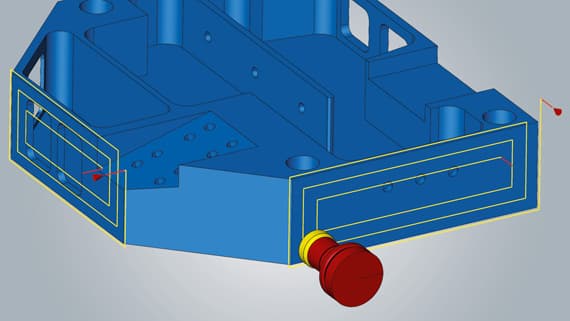
3D Plane Machining
- This fully automated strategy searches for suitable, high-performance path layouts according to the situation. It now takes the adaptive pockets into account as well.
- Thanks to selected avoid surfaces, manually excluding specific milling areas is now straightforward
- Using the “Minimum Pocket Size” parameter allows milling areas (pockets and bore holes) that fall below the defined value to be automatically excluded from the calculation
- Plunge points now allow the user to influence the position at which the job begins with processing
Benefit: Improved machining quality and various optimization and intervention options.
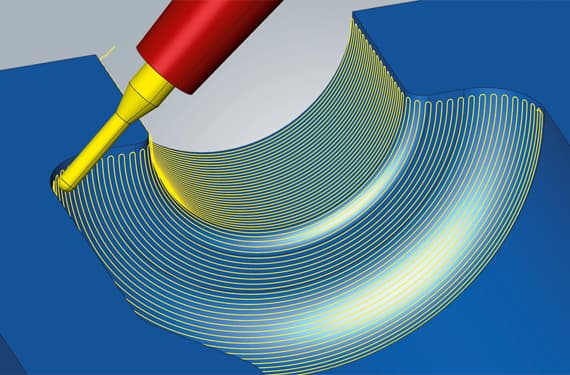
5-axis Radial Machining
Further improvements make this strategy the benchmark for blow mold machining.
- With the new “Flow Equidistant” infeed strategy, creating tool paths with a constant infeed is now also possible for vertical and challenging surfaces. This means these surfaces can be integrated into the overall machining sequence and processed in a single step. Seamless machining with a very high surface quality is guaranteed.
- New undercut detection automatically identifies undercuts and makes the corresponding machining adjustments, if desired. This means that undercut areas can now be skipped with no manual effort and generating additional surfaces is no longer necessary.
- For application on 3-axis machines, the 5-axis radial machining cycle has an orientation option to select output for 3-axis postprocessors.
- The “Smooth Overlap” function can now also be used for the general milling area and therefore without selecting a boundary curve.
Benefit: Precise machining of vertical surfaces with a constant infeed.
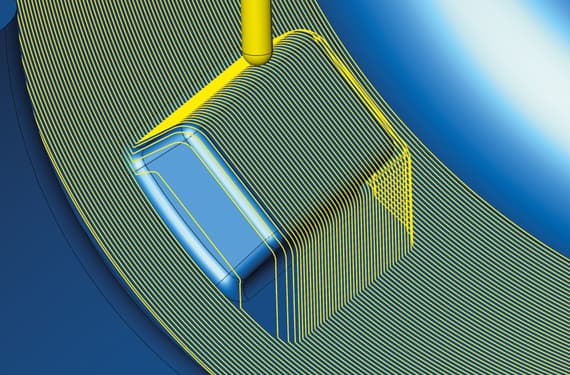
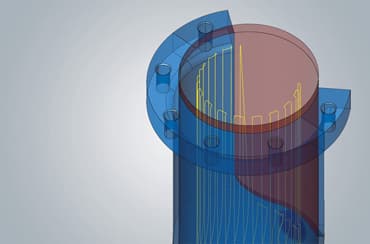
5-axis Tube Finishing
The finishing strategy has been fundamentally enhanced and now offers new and improved functions.
- “Fixed 3D” Tilt Strategy
A new calculation method ensures that the start and end of machining can also be optimized for this tilt strategy with woodruff cutters. Programming is simplified compared to simultaneous machining (without collision avoidance and slope angle). - “Virtual Surfaces”
“Virtual Surfaces” allows open areas of a channel to be closed or surfaces at the beginning to be correspondingly extended for the calculation of the tool paths. Unlike “additional surfaces”, virtual surfaces are not included in the collision check and avoidance. Since collision avoidance takes place exclusively on the model surfaces, activating the “Virtual Surfaces” option has no influence on the available machining depth.
In addition, the “Parallel” option makes it possible to trim the tool paths in the areas of the virtual surfaces or to optimize the infeed. - “Parallel” Infeed Strategy
Three different options for parallel machining are available for selection to influence the machining process and the cutting parameters:
“Direction constant – from outside to inside”
“Direction constant – from inside to outside”
“Zigzag”
To optimize the process and the cutting conditions, a pre-finishing process with its own lateral infeed and its own feed rate can be generated for the two infeed strategies “Zigzag” and “Direction constant – from outside to inside.” - Smooth Overlap
To improve the surface quality for machining from multiple directions or with multiple tools, the “Smooth Overlap” function is now also available in tube machining. An overlap zone can be defined at the beginning and end of machining in order to attain an optimal machining quality.
Benefit: Improved machining quality, simplified programming and various optimization options for the user.
Virtual Faces – optional trim toolpaths
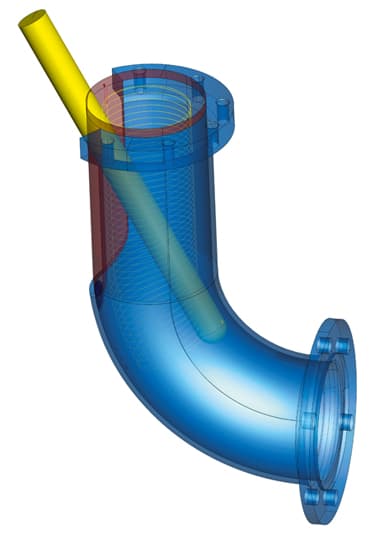
Virtual Faces – not part of collision check
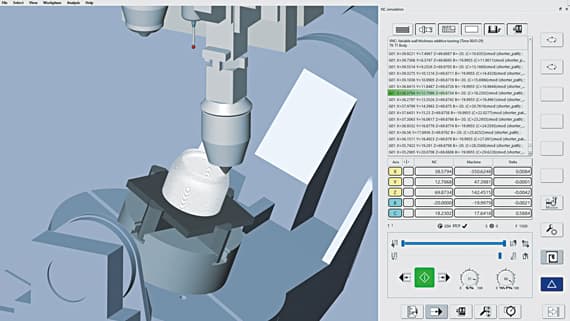
Additive Manufacturing
The hyperMILL VIRTUAL Machining technology now also supports additive machining programs. This means the Optimizer technology can now be used in NC code generation to obtain NC code that is perfectly adapted to the machine. Additive and subtractive production processes are simulated with the hyperMILL VIRTUAL Machining Center on an NC code basis – for maximum reliability.
Benefit: NC code simulation of additive tool paths and integration with the hyperMILL VIRTUAL Machining technology.
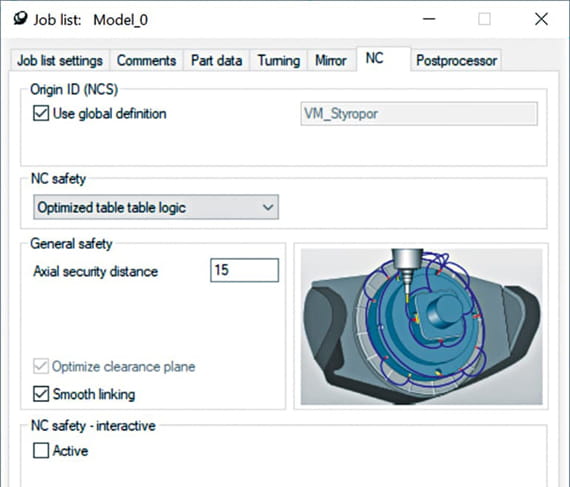
OPTIMIZER: “Optimized Table-Table Logic”
The new “Optimized Table-Table Logic” option can be selected on the “NC Safety” tab for table-table kinematics. The user selects a distance value and the OPTIMIZER automatically calculates the safety distances using the raw part, component, and clamps selected in the job list. The defined distance is maintained from all components and the movement sequences are automatically optimized. Controlling the ideal link movements is even easier as a result.
Benefit: Simplified programming, reduction of auxiliary processing times.
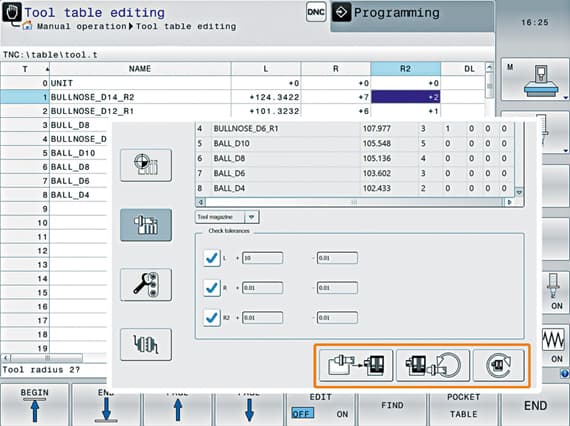
hyperMILL CONNECTED Machining – Tool Data
Tool data from hyperMILL can be transferred directly to the machine controller. The tool length, radius, corner radius, tool number, and tool name are transferred to the controller. This makes it possible, for example, to import calibrated tools from a tool management system into hyperMILL, to create programs, and to transfer the tool list or individual tools to the machine. Time-consuming entry of the tool information in the controller is eliminated by the end-to-end process and errors are avoided.
Benefit: Transfer of tool information to the controller, improved reliability for the setup of tools in the controller.
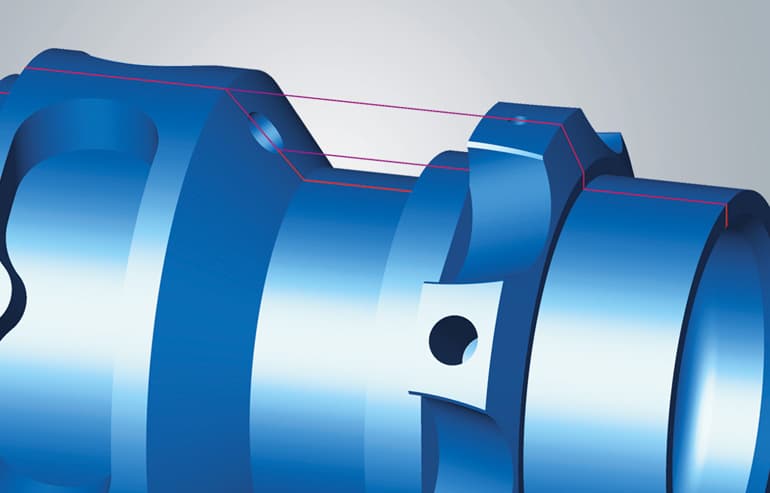
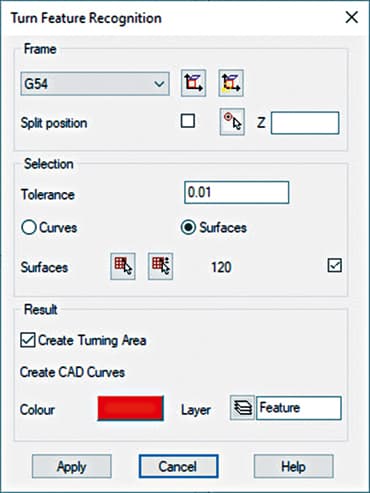
Turn Feature and Feature Recognition
The two new feature types “Turning Generic Feature” and “Turning Plunging” make programming turning processes much easier and faster. Component areas for turning or plunging are reliably recognized and structured and displayed in the feature table. hyperMILL uses feature levels to automatically divide the recognized features into several areas that can be turned, plunged, or machined with both technologies. This saves the user a lot of time in contour selection and programming, with full access to all recognized contours.
With VIRTUAL Tool and macro technology, components can thus be programmed automatically with just a few mouse clicks.
Benefit: Easier and faster programming.
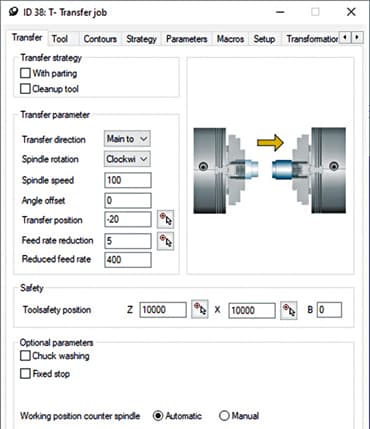
Main and Counter Spindle Machining with Transfer Job
hyperMILL now offers convenient programming for two-sided machining on machines* with a main and counter spindle. The machining jobs are simply programmed under the “Main Spindle” and “Counter Spindle” containers, and thereby assigned to the respective machining side. The component or bar material, with or without parting, is simply transferred with the new transfer job. NC output from the main side, opposite side, and component transfer are realized in one end-to-end NC program with a machine model and a post-processor.
Benefit: Straightforward programming of main and counter spindle machining.
*Type DMG MORI CTX machines are supported in release 2022.1 and up. More manufacturers and machine types will follow.